
One such possibility is the use of externally pressurized gas bearing technology that has seen wide acceptance in other industries as an alternative to the aerodynamic gas bearing technology typically used in compressor seals, such as in dry gas seals. The compressor and turbo industries are familiar with dynamic bearings, as most large turbine and compressor rotors have been supported on hydrodynamic oil bearings for over 100 years, and dry gas seals have been based on aerodynamic technology since their inception some 50 years ago.
Externally pressurized gas bearings employ a source of pressurized gas, whereas dynamic bearings use the relative motion between the surfaces to generate gap pressure. The externally pressurized technology has two fundamental advantages. First, the pressurized gas may be injected directly between the seal faces in a controlled fashion, rather than encouraging the gas into the seal gap with shallow groves as pumping features from the high-pressure edge. Secondly, there is no flow across the seal face; flow is from the face and out both edges.
These fundamental differences have the potential to dramatically improve the reliability of dry gas seals and increase their functionality. For instance, even seal faces that are rung together will pop open for zero-friction starts and stops when pressure is injected directly between them; this makes reliability deterministic. If the seal is running hot with the external pressure, it is possible to increase the pressure to the face. The gap then increases proportionally with the pressure, but the heat from sheer falls on a cube of the gap. This gives a new capability to adjust seals while in operation. Because there is not a flow across the externally pressurized seal face, from the pressure process side they are easier to keep dry and clean, even in multiphase compression. And because external pressurization enables controlling pressures and flows between the seal faces, gases may be segregated in a single primary seal face. This eliminates having to send process gas leakage across dry gas seals to flare or recompression, as is common practice today.
But before detailing how this is done, let’s look to why externally pressurized bearings are different from conventional dynamic technology. Externally pressurized gas bearings are also called aerostatic bearings, as they provide lift even at zero rpm. Although they do not have fine pumping groves like dynamic bearings, they do require some type of restriction for metering the gas into the gap. Air pressure is introduced directly between the bearing surfaces though precision holes, orifices, grooves, steps or porous compensation techniques. It is this process of restriction referred to as compensation that is key, but is not yet well appreciated in rotating equipment industries.
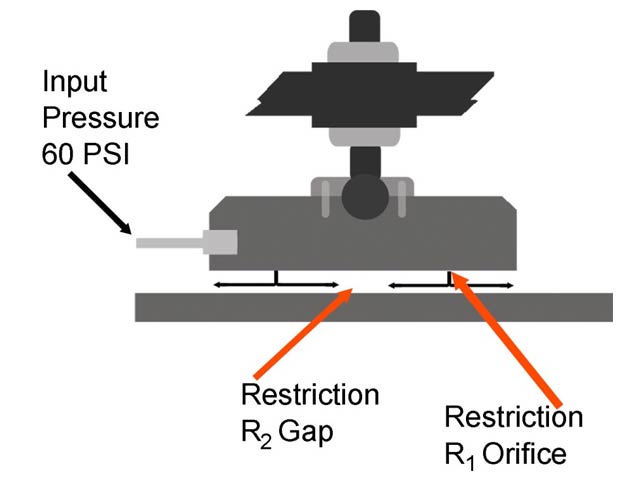
Figure 1 - A flat-orifice, compensated gas bearing.

Figure 2 - When air pressure bleeds evenly from the entire surface area of the face, the whole surface area develops pressure even when grounded, like a hydraulic cylinder. Orifice bearings have only the area of the orifices and any grooves for the pressure to establish initial lift. The even pressure profile of porous gas bearings makes them more suited for the application to sealing technology.
The stability of porous media compensation is due to the damping effect from the torturous passageways the gas must flow through to reach the face. This damping effect makes it difficult for the volume of air in the gap to change quickly, resulting in a naturally stable gas film that cannot be plugged by particulates. Even with the supply tubes and/or ports completely full of particulates (sand, dust, etc.), it still does not create as much restriction as the porous media itself. Plugging is a serious issue for orifice compensation. In the case there is contact, graphite and carbons are an excellent plain bearing material.
Porous bearings offer two key benefits. The first is that externally pressurized porous gas bearing technology has been optimized to achieve high pressures in bearing gaps and low flows, which is just what is needed for noncontact seals, as the high pressure in the gap is an impassable barrier for anything at a lower pressure. Second, by injecting seal gas directly into the seal gap, both the pressures and flows in the gap may be controlled, enabling gas segregation in the primary seal face and eliminating the practice of sending process seal gas to flare.

Figure 3 - Conventional Dry Gas Seal

Figure 4 - A New Way seal with externally pressurized porous gas bearings.

Figure 5 - Zero-emissions seal

This test rig is used to test the segregation of gasses in a single seal face at speed. It is equipped with a particle counter sensitive to 50 parts per million.
This article by Drew Devitt originally appeared in the November, 2017 issue of CompressorTech2. A PDF can be downloaded by clicking here.